Monolithic
Conveyor Belts
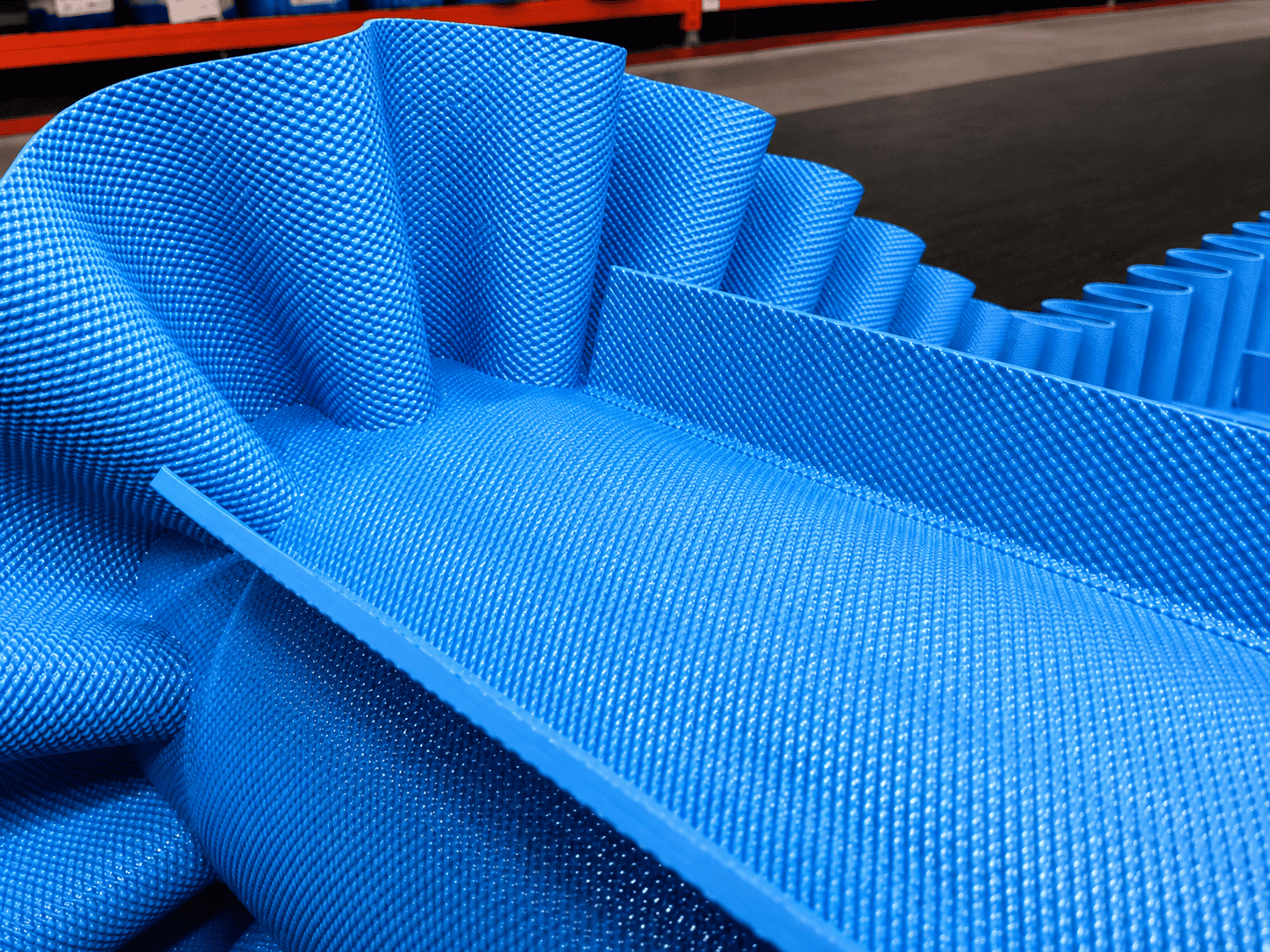
Sparks Mol provides homogeneous (monolithic) conveyor belting engineered to support food safety, sanitation, and reliable performance in high-care processing environments. Designed with a non-porous, hygienic construction, these belts help simplify cleaning, reduce maintenance, and minimize downtime.
Engineered for Hygienic
Food Processing Performance
Food processing environments demand conveyor belting that can withstand constant washdowns, wet conditions, and strict sanitation requirements without compromising performance. Traditional conveyor belts can trap food particles, require ongoing tensioning and tracking adjustments, and create cleaning challenges that increase maintenance time and contamination risks.
In applications involving raw meat, poultry, seafood, dairy, fruits, and vegetables, maintaining hygiene while minimizing downtime is critical. Conveyor systems that are difficult to clean or prone to tracking issues can impact production efficiency, food safety, and operating costs.
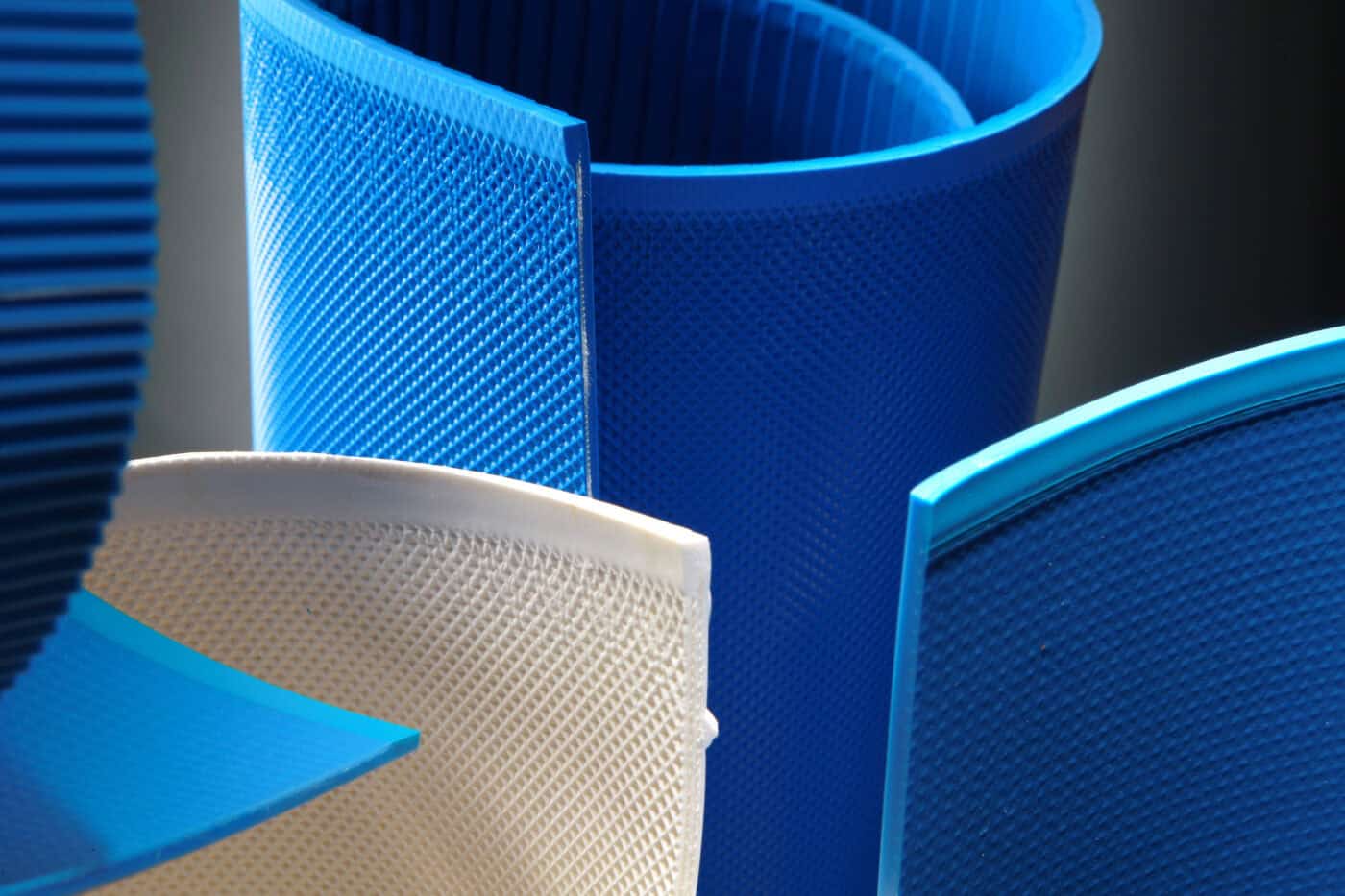
Sparks Mol provides homogeneous (monolithic) conveyor belting engineered specifically for high-care food processing applications. Constructed from a continuous, non-porous material, monolithic belts eliminate areas where food particles and bacteria can accumulate, helping support sanitation initiatives and food safety goals.
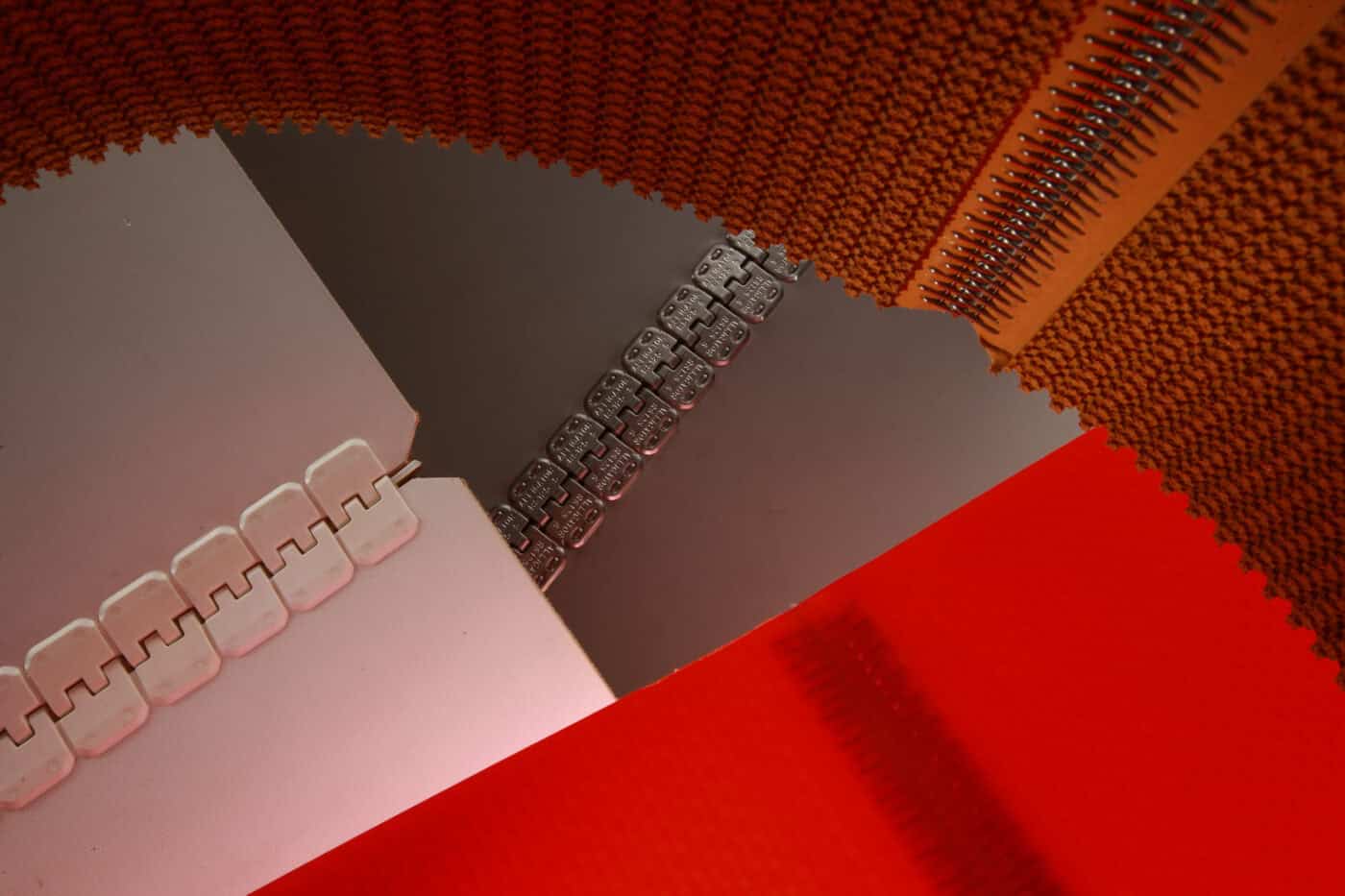
Many monolithic belt designs utilize positive-drive technology, eliminating the need for friction-driven systems while reducing tracking and tensioning concerns. Their hygienic construction, resistance to moisture, oils, and cleaning chemicals, and compatibility with clean-in-place (CIP) procedures help simplify maintenance and reduce downtime between production runs.
OEM Advantages
- Improved food safety and hygiene
- Simplified cleaning and sanitation procedures
- Reduced maintenance and downtime
- Elimination of routine tensioning and tracking adjustments
- Reliable performance in wet and washdown environments
- Long belt life with cut- and wear-resistant materials
- Compatible with HACCP and CIP programs FDA, USDA, and USDA Dairy compliant materials available

Custom Solutions
We offer a full line of innovative solutions to meet food safety, hygiene, high release, chemical resistance, and other challenging operating requirements.
We are experts when it comes to supporting food-grade and industrial OEM applications.

From belt‑specific options to fully engineered conveyance solutions, see everything we can build.
Related Products


Ready to Get Started?
Request a Quote Today!
Our team is ready to help you find the perfect conveyor belt solution.